
联系人:王女士(15162683572)
联系人:张经理(15000200597)
邮 箱:ling.wang@ks-shaohong.co
网 址:www.ksshaohong.com
地 址:江苏苏州市昆山市千灯镇利都路528号
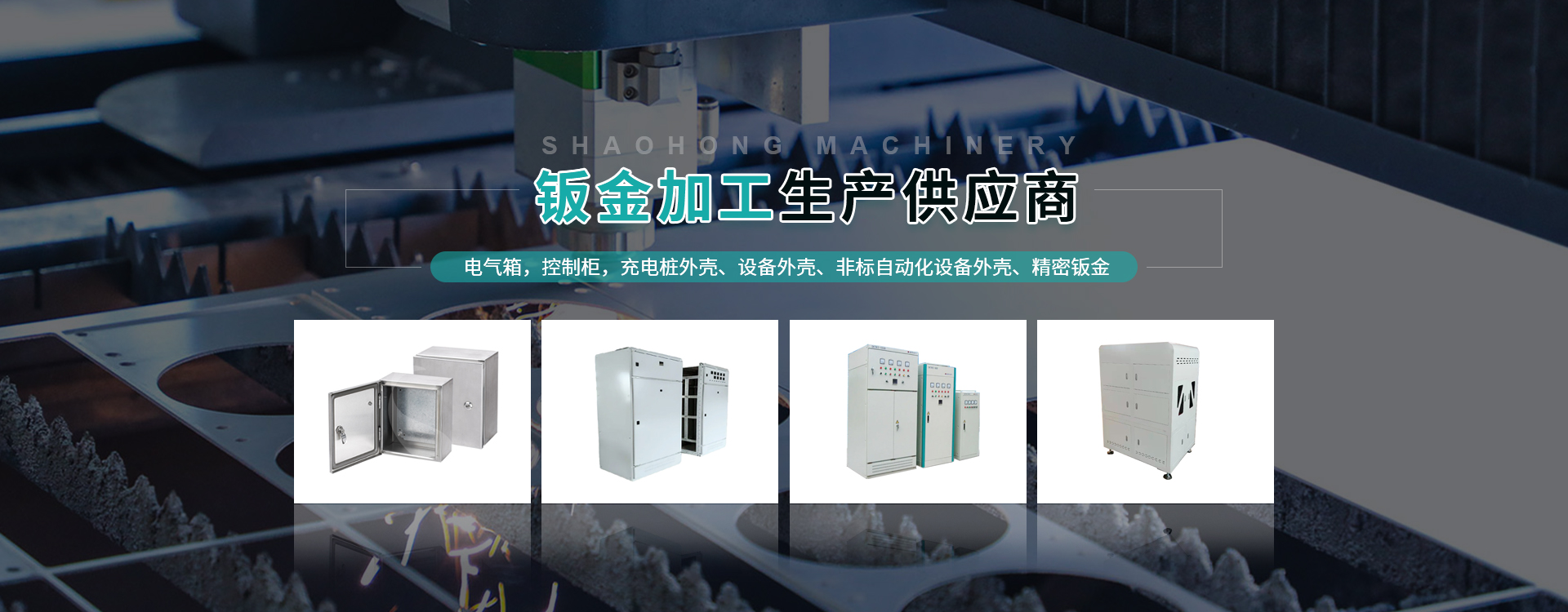
钣金机箱加工进程具体介绍。
依据钣金结构的不同,出产流程可不尽相同,但总的不逾越以下几个方面。钣金加工下料:下料办法有林林总总,要有下列多种办法
一、剪板机:是运用剪床剪截条料简易料件,激光切开加工要害是为模貝落料成型提前准备出产加工,本钱低,精度小于0.2,但只需出产加工无孔无直角的条料或块料面层。
二、冲压机:是运用冲床分一步或多步在家具板材上把零件进行后的平板件冷冲压成型各种形状料件,其特点是消耗施工时间短,高效率,精度高,本钱低,适用批量出产,但要设计方案模具。

三、NC数控机床下料,NC下料时首先要编撰数控车床加工程序,接触器柜定做运用数控编程软件,将制造的翻开图编为NC数拉出产加工数控车床可辨别的程序,让其依据这种程序一步一刀在平板上冷冲压各构姿势平板件,但其结构受数控刀片结构所至,本钱低,精度于0.15。镭射激光下料,是运用光纤激光切开办法,在大平板上把其平板的结构姿势激光切开出去,同NC下料相同需编撰镭射激光程序,它可下林林总总冗杂姿势的平板件,本钱增加,精度于0.1。
四、数控锯床:要害用下铝合金型材、方钢管、图管、圆圆棒这类,本钱低,喷涂加工制品精度低。又叫抽孔、翻孔,就是在一个较小的基孔上提成一个稍大的孔,再攻牙,要害用板厚较为薄的钣金加工,提高其硬度和外螺纹圈数,防止滑牙,一般用以板厚较为薄,其孔周一切正常的浅反边,薄厚基本上没改动,容许有薄厚的变软30-40%时,可获得比一切正常反边高度大高40-60%的高度,用挤薄50%时,可获得较大的反边高度,当板厚比较大时,如2.0、2.5等以上的厚度,便可当即攻牙。
联系人:王女士(15162683572)
联系人:张经理(15000200597)
邮 箱:ling.wang@ks-shaohong.co
网 址:www.ksshaohong.com
地 址:江苏省昆山市千灯镇利都路528号